
45mm/r制動鼓粗加工案例HMCBN刀具:壽命提高300%,效率提升43%工件名稱:制動鼓工件材質:HT250工件硬度:HB190-210加工位置:外圓、內徑加工型別:連續、粗加工刀片牌號:CY3牌號刀片規格:CNMN120716切削型別...
Read more加工灰鑄鐵剎車盤制動盤刀片-數控機夾刀具光潔度好

2mm/r剎車盤加工案例四:HMCBN刀具:壽命提高300%,效率提升30%工件名稱:制動盤工件材質:HT250工件硬度:HB190-210加工位置:剎車面加工型別:連續、精加工刀片牌號:CY3牌號整體cbn刀具刀片規格:SCGN09040...
Read more非標設計常用材料選用及處理

機械產品的設計製造過程中,會遇到材料選擇、確定毛坯及零件的加工工藝方法、合理進行結構設計等問題...
Read more水性工業漆塗裝工藝施工:詳細講解!

水性工業漆的塗布一般有刷塗、輥塗、噴塗和浸塗等,影響施工方法的因素一般包括:投資費用、操作費用、漆膜厚度、外觀要求及被塗裝物體的結構...
Read more硬度塊如何減小工差?它對工作環境有哪些要求?

2、對於薄板厚度應該在5mm以上(5mm以下的工件儘量不要選擇標準硬度塊)測量時應在測量背面均勻塗抹黃油在與平臺密實耦合把中間空氣壓出不可移動...
Read more鈑金71個加工術語,不做鈑金也要懂
29、倒角:指使用模具、銼刀、打磨機等對工件的尖角進行加工的工藝過程...
Read more如何保障鈑金加工的質量?-忠藝隆五金

綜上所述,以上就是忠藝隆五金小編分享的關於保障鈑金加工質量的方法,鈑金加工很耗時耗力,鈑金加工是一個長期的過程,為了不耽誤企業正常生產,我們在進行鈑金加工時候要注意把控每一個細節,想了解更多關於鈑金加工的相關知識請關注忠藝隆官網...
Read more一顆小小的絲錐竟然包含這麼多資訊,乾貨滿滿!

對於加工硬度、強度都很高的材料,絲錐應該選擇從切削刃起始的偏心后角...
Read more軸承知識—軸承超精工藝是什麼?軸承超精重要嗎?

軸承超精過程:1、軸承的切削磨石表面與粗糙滾道表面的凸峰相接觸時,由於接觸面積較小,單位面積上的受力較大,在一定壓力作用下,磨石首先受到軸承工件的“反切削”作用,使磨石表面的部分磨粒脫落和碎裂,露出一些新的鋒利的磨粒和刃邊...
Read more常用的鑽夾有哪些?
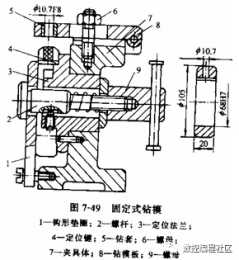
使用時只要根據工件的形狀、尺寸和加工要求等具體情況,專門設計製造相應的定位、夾緊裝置和鑽套等,裝在夾具體的平臺和鑽模板上的適當位置,就可用於加工...
Read more淬火時出現了硬度不足,要如何解決?

如果加熱溫度過高或保溫時間過長, 會造成碳化物 ( Fe3C )中的碳大量溶入奧氏體, 造成奧氏體溶碳量偏高, 同時大大增加其穩定性, 使奧氏體向馬氏體 ( AyM ) 轉變, 溫度開始下降, 因而淬火後工件中保留了大量的殘餘奧氏體 (Ac...
Read more高頻淬火機怎樣型號選擇?淬火全過程的詳細介紹
考慮到採用淬火物質和冷卻方法時,在採用冷卻速率較低的淬火物質和淬火方式的情形下,為了更好地提升低溫奧氏體的可靠性,避免因為冷卻速率較低進而工件在淬火時產生鐵素體型變化,常取稍高的淬火加熱溫度...
Read more磨削液的組成、型別與效能分析

濃縮液由礦物油50~80%、脂肪酸0~30%、乳化劑15~25%、防鏽劑0~5%、防腐劑2合成型磨削液不含礦物油,濃縮液由多種水溶性功能新增劑、極壓劑、油性劑、防鏽劑、表面活性劑和消泡劑等組成,稀釋液散熱快、清洗性強、透明性好,具有良好工件...
Read more刃傾角的作用

刃傾角還會影響刀具的受力:正的刃傾角在切削時可能使刀尖首先接觸工件,這種狀況有利於切人工件,但刀尖的切入對刀具的衝擊較大,容易造成崩刃...
Read more關於數控加工硬質合金刀具的一些使用知識

硬質合金銑刀刀片每一次進入切削時,切削刃都要承受衝擊載荷,載荷大小取決於切屑的橫截面、工件材料和切削型別...
Read moreCNC老師傅總結的加工經驗,太全了!

5、等高外形:適合於走封閉式的面,走開放式的面若是四圈則要封項面,若是四圈內或非四圈則要選範圍與高度(一定弧形進刀開粗),用於開粗的情況:任一平面內的加工距離小於一個刀徑,若大於一個刀徑則要用更大的刀或兩次等高外形...
Read moreGH113高溫合金棒材 GH113材質標準

GH113清理待焊接的材料應為固溶處理態,去除氧化皮、油汙和各種標記印痕,並用丙酮對焊接區域的基體金屬和填充合金(如焊條)進行清潔,注意不能使用三氯乙烯TRI、全氯乙烯PER和四氯化物TETRA...
Read more機械加工後的毛刺怎麼處理?總結全了

圖8 刀尖退出順序與毛刺的形成4、其它因素的影響銑削引數、銑削溫度、切削環境等對毛刺的形成也會產生一定的影響,部分主要因素如進給速度,銑削深度等的影響透過平面切出角理論和刀尖退出順序EOS理論體現出來,此不贅述...
Read more漲知識系列︱你應該認識我,我名叫車削加工

因為我工作的地方是數量大、加工範圍廣、使用的用具和卡具都很多、和我一起工作的小夥伴也很多的車床,所以小夥伴們的安全問題是我最關心的地方,每次和我一起工作,我都要提醒他們:小心切屑的傷害...
Read more【知識積累】想做SolidWorks鈑金設計,這些鈑金術語你知道多少?

32.拋光:指使用拋光裝置對工件表面進行光亮處理的工藝過程...
Read more